

Trong các hệ thống laser marking công nghiệp, bộ điều khiển đóng vai trò trung tâm, giúp đồng bộ giữa laser – galvo – motor – dây chuyền tự động. Một trong những dòng card được sử dụng rộng rãi và ổn định là PMC2 – High Performance PCI Interface Card, hỗ trợ phần mềm MarkingMate và nhiều loại laser khác nhau.
1. Giới thiệu về PMC2
PMC2 là card giao tiếp PCI được thiết kế chuyên biệt cho máy khắc laser. Card này:
-
Hỗ trợ digital galvo motor theo chuẩn XY2-100.
-
Thông qua DA2-16 daughter board có thể điều khiển cả analog galvo motor.
-
Tích hợp nhiều I/O (input/output) cho kết nối thiết bị ngoại vi hoặc laser cần tín hiệu bổ sung.
-
Điều khiển stepper motor và servo motor, cùng lúc lên tới 4 trục (X, Y, Z, Rotary).
-
Tương thích với phần mềm MarkingMate, hỗ trợ nhiều hệ điều hành Windows.
👉 Nhờ khả năng mở rộng linh hoạt, PMC2 được ứng dụng trong nhiều hệ thống khắc laser: từ khắc laser 2D đến laser 3D marking, đặc biệt hữu ích trong các bài toán khắc bề mặt cong và khắc laser chuẩn công nghiệp.
2. Thông số kỹ thuật nổi bật
-
DSP tích hợp: tính toán đường khắc ngay trên card, không chiếm CPU của máy tính.
-
XY2-100 digital control: 16 bit, chu kỳ cập nhật 10 µs cho galvo motor.
-
First Pulse Suppression (FPK, PPK, R05): triệt xung laser đầu tiên, đảm bảo khắc ổn định.
-
Analog output: 2 kênh 10-bit, điều chỉnh công suất laser chính xác.
-
Encoder input: 3 kênh, hỗ trợ phản hồi từ motor servo.
-
PWM output: tần số tối đa 10 MHz, độ rộng xung nhỏ nhất 0.08 µs.
-
Motor control: 4 trục stepper/servo (Pulse/Direction), tần số tối đa 2 MHz.
-
I/O số: 16 input + 16 output, kèm 16 output chuyên dụng cho laser.
-
Hỗ trợ HĐH: Windows XP/2000/Vista/7.
3. Vai trò của DSP trong PMC2
Khác với card thường phải nhờ CPU PC tính toán, PMC2 có DSP (Digital Signal Processor):
-
Xử lý real-time: tính toán tọa độ XY, Z, công suất laser theo từng micro giây.
-
Ổn định: không bị ảnh hưởng khi PC chạy thêm ứng dụng khác.
-
Chính xác: thuật toán bù sai số, chống rung galvo, xử lý hatch và grayscale.
-
Tốc độ cao: đảm bảo khắc QR code, số series, logo nhỏ với độ nét cực cao.
👉 DSP chính là "trái tim" của PMC2, giúp hệ thống laser marking công nghiệp đạt tốc độ – độ chính xác – độ ổn định tối đa.
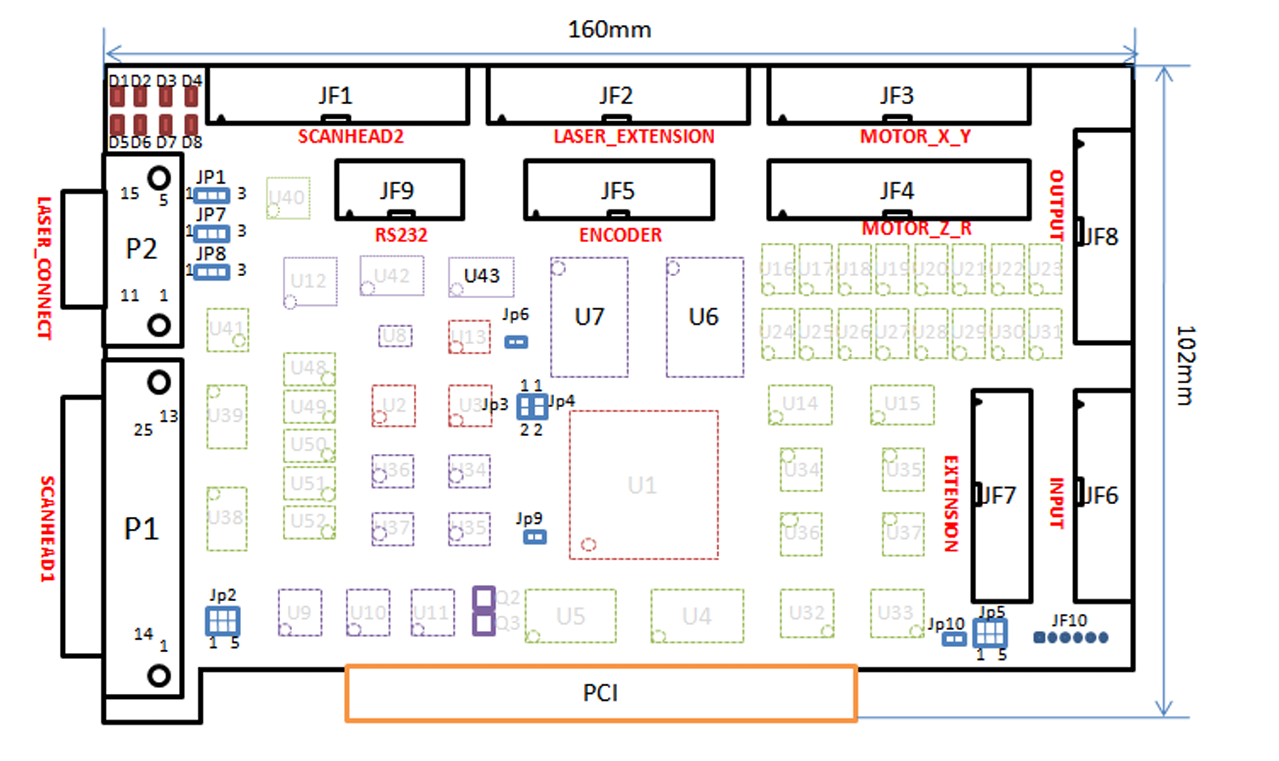
4. Các cổng kết nối chính trên PMC2

-
P1 – SCANHEAD1: Cổng điều khiển galvo chính (D-Sub 25 pin).
-
P2 – LASER_CONNECTOR: Cổng điều khiển laser + analog output (D-Sub 15 pin).
-
JF1 – SCANHEAD2: Cổng mở rộng cho galvo thứ 2 (26 pin).
-
JF2 – LASER_EXTENSION: Cổng mở rộng laser + 16-bit digital output.
-
JF3 – MOTOR_X_Y: Điều khiển bàn XY (step/servo).
-
JF4 – MOTOR_Z_R: Điều khiển trục Z và trục xoay (rotary).
-
JF5 – ENCODER: Nhận tín hiệu encoder từ motor.
-
JF6 – INPUT: 16-bit digital input (cảm biến, công tắc).
-
JF7 – EXTENSION: 16-bit digital output mở rộng.
-
JF8 – OUTPUT: 16-bit digital output chính.
-
JF9 – RS232: Cổng RS232 (dự phòng).
*️⃣ Ngoài ra còn có các jumper (JP1–JP8) để cấu hình mức điện áp, tín hiệu đảo PWM/FPK, chọn card ID.
5. Sơ đồ khối chức năng PMC2

Hình minh họa sơ đồ khối chức năng PMC2: Laser Control – Galvo – Motor – Input/Output – tất cả hội tụ về DSP Core để xử lý.
6. Ứng dụng thực tế
Nhờ thiết kế mạnh mẽ và linh hoạt, PMC2 thường được dùng trong:
-
Khắc laser 2D: logo, text, số series, QR code.
-
Khắc laser 3D: khắc bề mặt cong, khắc trên vỏ động cơ, ống, hộp xiên.
-
Khắc tốc độ cao trên dây chuyền: kết hợp với băng tải, robot, PLC.
-
Khắc laser chuẩn công nghiệp: yêu cầu độ ổn định, chính xác, lặp lại cao.
7) Pin Assignment & Đấu nối chi tiết (PMC2)
Trong hệ thống laser marking/ laser 3D marking, việc đấu chân đúng giúp tín hiệu XY2-100 và điều khiển laser ổn định, giảm nhiễu và an toàn khi tích hợp dây chuyền.
7.1) P1 – SCANHEAD1 (DB25F, XY2-100)

hình sơ đồ chân P1 – XY2-100
Chức năng: cổng điều khiển đầu quét galvo theo chuẩn XY2-100 (tín hiệu vi sai chống nhiễu).
Nguyên tắc: đi dây twisted pair + shield, mỗi cặp gồm “+” và “–”.
| Pin (–) | Pin (+) | Tên tín hiệu | Vai trò | Ghi chú sử dụng |
|---|---|---|---|---|
| 1 | 14 | CLOCK | Xung đồng hồ truyền dữ liệu | Cặp vi sai. Giữ chiều dây đúng. |
| 2 | 15 | SYNC | Đồng bộ gói dữ liệu | Bắt đầu khung dữ liệu mới. |
| 3 | 16 | CHAN1 | Dữ liệu trục X | 16-bit; update 10 µs. |
| 4 | 17 | CHAN2 | Dữ liệu trục Y | 16-bit; update 10 µs. |
| 5 | 18 | CHAN3 (optional) | Dữ liệu trục Z (3D) | Dùng cho laser 3D/bù tiêu cự. |
| 6 | 19 | STATUS | Phản hồi trạng thái | “Ready/Fault” tuỳ driver galvo. |
| 8 | 21 | /STATUS | Trạng thái đảo cực (tuỳ model) | Có thể không dùng. |
| 11, 23, 24 | – | GND | Mass tín hiệu | Nối star-ground 1 điểm. |
| 7, 9, 10, 12, 13, 20, 22, 25 | – | NC | Không kết nối | Tránh chạm đất/nguồn. |
Mẹo thi công:
-
Giữ cáp ngắn, có shield, cách xa dây nguồn/relay ≥10 cm.
-
Nếu đầu quét yêu cầu termination (ví dụ 120 Ω), lắp theo khuyến cáo hãng galvo.
7.2) P2 – LASER_CONNECTOR (DB15F, điều khiển laser)

hình sơ đồ chân P2 – Laser Control
Chức năng: xuất Analog Out, PWM, tín hiệu Laser On/Off, Q-switch/FPK, Start/Stop khô, và các tín hiệu đèn/shutter.
| Pin | Tên | Mô tả/Ứng dụng | Gợi ý đấu nối |
|---|---|---|---|
| 1 | Analog Out1 | Điều khiển công suất analog (kênh 1) | Chọn mức 0–5 V hoặc 0–10 V bằng JP7. |
| 2 | Analog Out2 | Công suất analog (kênh 2) | Chọn mức bằng JP8. |
| 3 | GND2 | Analog GND | Có thể nối chung GND nếu khó tách, nhưng ưu tiên star-ground. |
| 4 | Laser1 (PWM) | Xung điều chế công suất | Dùng khi laser nhận PWM. |
| 5 | Laser2 (FPK/R05) | FPK (khử xung đầu) hoặc R05 analog | Phụ thuộc chế độ chọn bằng jumper. |
| 6 | L0 (Laser On/Off) | Bật/tắt laser | Tín hiệu điều khiển chính. |
| 7 | L1 (Leading Light) | Đèn dẫn/pilot | Tùy nguồn laser. |
| 8 | L2 (Shutter) | Đóng/mở màn chắn | Tùy nguồn laser. |
| 9 | L3 (CW Select) | Chọn chế độ CW | Với số nguồn CO₂/YAG. |
| 10 | L4 (Lamp On/Off) | Bật đèn bơm (lamp) | Dành cho laser lamp-pumped. |
| 11 | L5 (Power Saving) | Chế độ tiết kiệm năng lượng | Ghi chú đảo chân ở phần Warning. |
| 12 | /START | Ngõ vào khô: chập Pin12–Pin15 để ra lệnh START | Không đưa điện áp vào; chỉ “tiếp điểm khô”. |
| 13 | /STOP | Ngõ vào khô: chập Pin13–Pin15 để STOP | Như trên. |
| 14 | +5 V | Nguồn phụ 5 V | Chỉ dùng cho mạch nhẹ/logic. |
| 15 | GND (digital) | Digital GND | Dùng chung cho /START, /STOP. |

Ghi chú chế độ Laser1/Laser2 (liên quan jumper JP1):
| Chế độ | Laser1 | Laser2 |
|---|---|---|
| CO₂ Mode (JP1: 1–2 Close) | Modulation Pulse 1 | Modulation Pulse 2 (FPK) |
| YAG Mode (JP1: 1–2 Close) | Q-Switch | First Pulse Killer |
| RO5 Mode (JP1: 2–3 Close) | Q-Switch | Analog out R05 |
⚠️ Warning – Đảo chân so với chuẩn cũ:
Nếu dùng mapping từ PCMark 25-Pin D-SUB đời cũ, lưu ý đã đổi vị trí:
-
P2.10 = L4 (Lamp On/Off)
-
P2.11 = L5 (Power Saving)
-
P2.21 (nếu ở đầu mở rộng) = Program Ready, P2.23 = Marking Ready, P2.24/25 = Marking End (ngõ optocoupler, mức logic: 0 = hở mạch, 1 = đóng mạch).
Riêng L6 (IPG MO) thường nằm ở P2.21 khi dùng JF2 (xem tiếp dưới).
7.3) JF1 – SCANHEAD2 (IDC-26, DA2-16 Interface)

hình sơ đồ chân JF1 – DA2-16 / Scanhead2
Chức năng: giao tiếp tới DA2-16 daughter board (hoặc galvo thứ 2/analog). Có cả nguồn ±12 V cấp cho board mở rộng.
| Pin (–) | Pin (+) | Tên | Vai trò |
|---|---|---|---|
| 1 | 2 | CLOCK | Vi sai – như P1 |
| 3 | 4 | SYNC | Vi sai – như P1 |
| 5 | 6 | CHAN1 | Vi sai – như P1 |
| 7 | 8 | CHAN2 | Vi sai – như P1 |
| 9 | 10 | CHAN3 | Vi sai – 3D |
| 11 | 12 | STATUS | Vi sai – phản hồi |
| 13 | 14 | NC | Không dùng |
| 15 | 16 | /STATUS | Vi sai |
| 17,18,19 | – | +12 V | Cấp nguồn mở rộng |
| 20,21,22 | – | GND | Mass |
| 23,24,25 | – | −12 V | Cấp nguồn mở rộng |
| 26 | – | NC | Không dùng |
7.4) JF2 – LASER_EXTENSION (IDC-26 ↔ DSUB-25)


hình sơ đồ chân JF2 – Laser Extension & bảng ánh xạ 26↔25 pin
Chức năng: nhân đôi/đưa ra ngoài các tín hiệu điều khiển laser tương tự P2 (Analog, PWM, L0…L7, /START, /STOP) qua đầu IDC-26, thuận tiện để breakout khi làm kit.
Ánh xạ chức năng tiêu biểu:
| IDC-26 | DSUB-25 | Tên | Mô tả |
|---|---|---|---|
| 1 | 1 | Analog Out1 | Điều khiển công suất analog |
| 3 | 2 | Analog Out2 | – |
| 5 | 3 | Laser1 (PWM) | Điều chế công suất |
| 7 | 4 | Laser2 (FPK/R05) | Khử xung đầu / Analog R05 |
| 9 | 5 | L0 (Laser On/Off) | Bật tắt laser |
| 11 | 6 | L1 (Leading Light) | Đèn dẫn |
| 13 | 7 | L2 (Shutter) | Màn chắn |
| 15 | 8 | L3 (CW Select) | Chọn CW |
| 17 | 9 | L4 (Lamp On/Off) | Đèn bơm |
| 19 | 10 | L5 (Power Saving) | Tiết kiệm điện |
| 21 | 11 | L6 (IPG MO) | “Master Oscillator” – IPG |
| 23 | 12 | L7 (Reserved/Power Saving) | Tuỳ model |
| 6/8/16/18 | 16/17 | /START, /STOP | Ngõ vào tiếp điểm khô (chập với GND để kích) |
| 14/20/22 | 20/21/23 | Program/Marking Ready | Optocoupler output (0=hở, 1=đóng) |
| 24/25 | 24/25 | Marking End | Optocoupler output |
| 2,4,26 | 14,15,13 | GND / +5V | Mass & nguồn 5 V phụ |
Lưu ý: Sơ đồ mapping chi tiết có thể khác nhẹ theo phiên bản firmware/hardware. Khi dùng /START và /STOP, không cấp điện áp – chỉ đóng mạch với GND (dry contact). Với các ngõ Ready/End dạng optocoupler, cần pull-up hoặc đọc như tiếp điểm khô ở PLC.
7.5) Thi công & kiểm tra nhanh
-
Cáp tín hiệu nhanh (XY2-100, Analog): dùng twisted-pair + shield, chỉ nối shield 1 đầu (vỏ connector/panel).
-
Star-ground: gom tất cả GND về 1 điểm trên panel (tránh vòng lặp mass).
-
Tách tuyến: tránh chạy song song với dây nguồn/relay; giữ khoảng cách ≥10 cm.
-
/START & /STOP: test bằng chập Pin với GND thay vì đưa 24 V.
-
Optocoupler outputs (Program/Marking Ready/End): đọc như tiếp điểm; nếu đưa vào PLC sourcing/sinking, lắp thêm mạch giao tiếp phù hợp.
-
An toàn: luôn có Interlock/E-Stop vào JF6 (INPUT) và khóa trong phần mềm MarkingMate.
8) Điều khiển động cơ & Encoder trên PMC2
8.1) JF3 – MOTOR_X_Y (Điều khiển bàn X-Y)

hình sơ đồ JF3 – MOTOR_X_Y
Chức năng: điều khiển 2 trục X và Y (stepper hoặc servo), kèm phản hồi qua optocoupler.
Chuẩn tín hiệu: Pulse/Direction vi sai, tương thích driver phổ biến (Leadshine, Delta, Mitsubishi…).
| Pin (+/–) | Tín hiệu | Vai trò | Ghi chú |
|---|---|---|---|
| 1–2 | Pulse_X ± | Xung bước trục X | Nối PUL+/PUL– driver |
| 3–4 | Dir_X ± | Hướng trục X | – |
| 5–6 | InPosition_X | Feedback vị trí X | Driver → card |
| 7–8 | Home_X | Cảm biến gốc X | Sensor quang/cảm ứng |
| 9–10 | Limit_X+ | Giới hạn hành trình +X | – |
| 11–12 | Limit_X– | Giới hạn hành trình –X | – |
| 15–16 | Pulse_Y ± | Xung bước trục Y | – |
| 17–18 | Dir_Y ± | Hướng trục Y | – |
| 19–20 | InPosition_Y | Feedback vị trí Y | – |
| 21–22 | Home_Y | Cảm biến gốc Y | – |
| 23–24 | Limit_Y+ | Giới hạn +Y | – |
| 25 | Limit_Y– | Giới hạn –Y | – |
| 13 | +5 V | Nguồn cho sensor | – |
| 26 | GND | Mass | – |
Ứng dụng: bàn XY để khắc khổ rộng, khắc tấm lớn hoặc laser kết hợp cơ khí di động.
8.2) JF4 – MOTOR_Z_R (Điều khiển trục Z và Rotary)

hình sơ đồ JF4 – MOTOR_Z_R
Chức năng: điều khiển trục Z (nâng hạ tiêu cự) và R (trục xoay).
Chuẩn tín hiệu: Pulse/Dir vi sai + ngõ optocoupler phản hồi.
| Pin (+/–) | Tín hiệu | Vai trò | Ghi chú |
|---|---|---|---|
| 1–2 | Pulse_Z ± | Xung bước trục Z | Driver step/servo |
| 3–4 | Dir_Z ± | Hướng trục Z | – |
| 5–6 | InPosition_Z | Feedback vị trí Z | – |
| 7–8 | Home_Z | Cảm biến gốc Z | – |
| 9–10 | Limit_Z+ | Giới hạn trên Z | – |
| 11–12 | Limit_Z– | Giới hạn dưới Z | – |
| 15–16 | Pulse_R ± | Xung bước trục Rotary | – |
| 17–18 | Dir_R ± | Hướng trục R | – |
| 19–20 | InPosition_R | Feedback vị trí R | – |
| 21–22 | Home_R | Gốc Rotary | – |
| 23–24 | Limit_R+ | Giới hạn +R | – |
| 25 | Limit_R– | Giới hạn –R | – |
| 13 | +5 V | Nguồn sensor | – |
| 26 | GND | Mass | – |
Ứng dụng: khắc bình giữ nhiệt, vòng, ống; hoặc laser 3D marking cần bù trục Z tự động.
8.3) JF5 – ENCODER (X/Y/Z Feedback)

sơ đồ JF5 – ENCODER
Chức năng: đọc tín hiệu encoder 3 trục (X, Y, Z) để giám sát vị trí.
Chuẩn tín hiệu: Differential RS422, kênh A/B/Z.
| Pin (+/–) | Tín hiệu | Vai trò |
|---|---|---|
| 1–2 | XA ± | Encoder X, kênh A |
| 3–4 | XB ± | Encoder X, kênh B |
| 5–6 | YA ± | Encoder Y, kênh A |
| 7–8 | YB ± | Encoder Y, kênh B |
| 9–10 | ZA ± | Encoder Z, kênh A |
| 11–12 | ZB ± | Encoder Z, kênh B |
| 13–14 | GND | Mass |
| 15 | +5 V | Nguồn encoder TTL |
| 16 | +12 V | Nguồn encoder 12 V |
Ứng dụng: khi dùng servo motor hoặc cần bù sai số cơ khí, encoder giúp PMC2 giữ độ chính xác tuyệt đối.








 Chủ Đề Bài Viết
Chủ Đề Bài Viết









Viết bình luận
Bình luận
Hiện tại bài viết này chưa có bình luận.