Mô-đun “Split mark2” có khả năng tách khớp nối nội dung lớn. Chúng ta có thể chọn một trục giãn nở làm khớp nối tách theo hướng X, hoặc chọn hai trục giãn nở làm khớp nối tách theo hướng XY tương ứng.
Hộp thoại hoạt động của nó được hiển thị như sau:

-
Khoảng cách: Khoảng cách di chuyển mỗi lần nhấn đồng thời phím Ctrl và phím mũi tên Trái/Phải/Lên/Xuống, hoặc nhấp vào mũi tên. Nhấn phím PageUp/PageDown để tăng/giảm khoảng cách.
-
Nhấn Ctrl+Trái để di chuyển sang trái và Ctrl+Phải để di chuyển sang phải cho trục mở rộng X.
-
Nhấn Ctrl+Lên để di chuyển lên và Ctrl+Xuống để di chuyển xuống cho trục mở rộng Y hoặc trục Z.
-
-
Kích thước chia tách: Kích thước đánh dấu trước khi xoay mỗi lần. Khi đánh dấu hình trên cột, chúng tôi luôn chia hình thành nhiều dải để giữ nguyên điểm hội tụ. Đánh dấu một dải, sau đó xoay cột, và đánh dấu dải tiếp theo, từng dải một cho đến khi xử lý xong toàn bộ hình.
-
Lưu ý: Kích thước chia tách rất quan trọng đối với toàn bộ hình vẽ. Nó ảnh hưởng lớn đến thời gian và hiệu ứng.
-
Phần: Số lượng phần đã được đánh dấu. Nhấn nút R ở bên phải để đặt lại số lượng phần.
-
Tổng số: Tổng số cần đánh dấu. Khi các bộ phận đã được đánh dấu đạt đến Tổng số, phần mềm sẽ tự động dừng lại.
-
Tiếp tục: Đánh dấu hình nhiều lần cho đến khi dừng lại theo cách thủ công.
-
Đánh dấu đã chọn: Chỉ những số liệu được chọn mới được đánh dấu.
-
Phân chia lực: Chia toàn bộ hình thành các phần bằng nhau mà không tính đến kích thước của từng vật thể.
Hình 8-31 là trường hợp không chọn Force Split, trong khi Hình 8-32 là trường hợp bật Force Split. Kích thước chia tách trong hai hình là 18mm.

Trong Hình 8-31, hai vòng tròn bên trái nhỏ hơn kích thước chia tách được đánh dấu không chia tách. Vòng tròn bên phải lớn hơn kích thước chia tách được chia thành ba phần để đánh dấu. Nếu không chọn lực chia tách, các đối tượng nhỏ hơn kích thước chia tách sẽ được đánh dấu không chia tách và các đối tượng lớn hơn kích thước chia tách sẽ được chia để đánh dấu theo kích thước chia tách.
Trong Hình 8-32, toàn bộ hình (ba hình tròn) được chia thành các phần bằng nhau để đánh dấu. Đối tượng nằm trên đường viền chia sẽ được chia ngay cả khi kích thước của nó nhỏ hơn kích thước chia.
Buộc tách tất cả: Khi có nhiều đối tượng trong danh sách đối tượng, tất cả các đối tượng sẽ được xử lý như một tổng thể theo kích thước tách. Các đối tượng nhỏ hơn kích thước tách sẽ được đánh dấu trước, các đối tượng còn lại vượt quá kích thước tách sẽ được chia để đánh dấu.
Đánh dấu theo đường chia: Sau khi nhấp vào, sẽ không chia theo kích thước cố định mà sẽ chia theo đường chia.
Nhấp vào nút “tham số” để thiết lập thông số cho trục mở rộng. Hộp thoại sẽ bật lên như Hình.
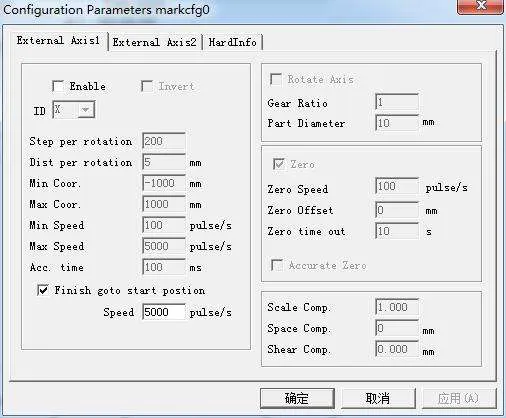
Định nghĩa của từng tham số:
Kích hoạt: Kích hoạt trục mở rộng hiện tại.
ID: Trục mở rộng hiện tại sẽ được sử dụng làm trục X/Y/Z.
ID là X , hình sẽ được chia theo hướng X để đánh dấu.
ID là Y , hình sẽ được chia theo hướng Y để đánh dấu.
ID là Z , trục mở rộng sẽ di chuyển đến vị trí được chỉ định để đánh dấu.
Số xung mỗi vòng: Số xung mỗi vòng mà trục giãn nở quay. Ta có thể tính toán thông qua công thức sau:
X=(360/N)* n
Có vào:
X biểu thị xung mỗi vòng .
N biểu thị góc bước của động cơ bước.
n biểu thị bước vi mô được cài đặt bởi trình điều khiển động cơ bước.
Min coor: Tọa độ logic nhỏ nhất của trục mở rộng. Khi tọa độ của đối tượng trên trục mở rộng nhỏ hơn tọa độ nhỏ nhất, thông báo cảnh báo sẽ bật lên.
Tọa độ tối đa: Tọa độ tối đa của trục mở rộng. Khi tọa độ của đối tượng trên trục mở rộng lớn hơn tọa độ logic tối đa, thông báo cảnh báo sẽ bật lên.
Giá trị tọa độ có mối quan hệ với không gian di chuyển hiệu quả và hướng di chuyển của bàn làm việc. Ví dụ

Như hình vẽ, chiều dài của bàn làm việc là 200mm, hướng di chuyển từ trái sang phải, điểm gốc nằm ở phía bên trái. Khoảng cách di chuyển hiệu quả là 200mm, do đó góc Min là -200, góc Max là 0.
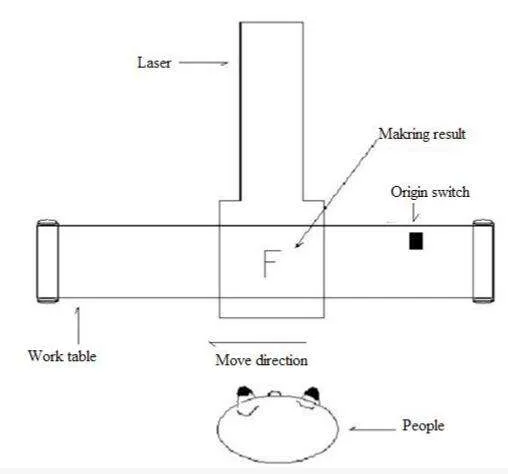
Hướng di chuyển từ phải sang trái, công tắc gốc nằm ở bên phải, khoảng cách di chuyển hiệu quả là 200mm, do đó Min coor là 0, Max coor là 200.
Nếu điểm gốc ở vị trí khác, vui lòng xem xét cho phù hợp.
Tốc độ tối thiểu: tốc độ quay tối thiểu của trục giãn nở.
Tốc độ tối đa: tốc độ quay tối đa của trục mở rộng.
Thời gian tăng tốc: Thời gian tăng tốc cần thiết khi trục giãn nở di chuyển từ tốc độ tối thiểu đến tốc độ tối đa.
Trở về vị trí bắt đầu sau khi hoàn thành: Trục mở rộng sẽ trở về vị trí ban đầu sau khi hoàn thành dấu.
Tốc độ: Tốc độ của trục quay trở lại vị trí ban đầu sau khi hoàn thành dấu.
Trục xoay: Chọn nó, nó cho biết trục mở rộng hiện tại là trục xoay. Phương thức di chuyển là xoay; nếu không, nó cho biết quy trình xử lý nội dung phẳng hoặc quy trình định vị trục Z.
Tỷ số truyền: Trục kết nối động cơ điện, tỷ số truyền là 1. Nếu có thiết lập giảm tốc, tỷ số truyền chính là tỷ số truyền giảm tốc.
Đường kính chi tiết: Chi tiết cần đánh dấu hiện tại. Nếu trục giãn nở là trục quay, đường kính chi tiết, một thông số quan trọng để tính khoảng cách di chuyển, phải được điền chính xác.
Zero: Trục giãn nở hiện tại có tín hiệu zero hay không. Khi trục giãn nở không bật tín hiệu zero, nó không thể thiết lập tọa độ tuyệt đối. Do đó, việc đánh dấu một tập hợp các chi tiết đòi hỏi phải điều chỉnh vị trí để đảm bảo mọi quá trình gia công đều nằm trong cùng một vị trí. Vì vậy, hệ thống sẽ lấy trục giãn nở làm điểm gốc mặc định trước khi gia công. Sau khi gia công một phôi, hệ thống sẽ dịch chuyển trục giãn nở về phía sau. Theo cách này, mỗi phôi sẽ gia công trong cùng một vị trí.
Tốc độ về 0: tốc độ di chuyển của trục mở rộng tìm kiếm tín hiệu về 0.
Độ lệch bằng không: Khoảng cách rời của trục mở rộng hiện tại sau khi tìm ra tín hiệu bằng không.
Thời gian chờ về 0: Thiết lập thời gian trục giãn nở tìm điểm 0. Nếu vượt quá thời gian này, hệ thống sẽ hiển thị "thời gian làm thêm".
Số không chính xác: Khi được chọn, trục phải đưa ra ba tín hiệu số không trong quá trình đưa về số không; nếu không được chọn, trục chỉ cần một tín hiệu.
Bù trừ tỷ lệ: Chỉ hệ số tỷ lệ của khoảng cách di chuyển tương ứng trên trục giãn nở. Điều chỉnh thông số này có thể loại bỏ hiện tượng tách biệt và chồng chập liên quan.
Bù khoảng cách: Là bù khoảng cách ngược, bù cho sai số khoảng cách giữa các bánh răng khi di chuyển.
Bù cắt: Khi máy có tỷ lệ lỗi lớn hơn, hiện tượng cắt sẽ xảy ra trong quá trình đánh dấu phẳng. Điều chỉnh thông số này có thể loại bỏ hiện tượng này.
Khi tất cả các thông số đã được thiết lập, bạn có thể nhấp vào “đánh dấu” để xử lý.
Ghi chú:
-
Sử dụng Corfile.exe để hiệu chỉnh tuyến tính toàn bộ.
-
Đảm bảo bàn cân bằng, trục quay ổn định, ánh sáng đẹp.
-
Nút Special Pos cho phép di chuyển đến vị trí đặc biệt trước khi đánh dấu.

LASERMAN – Giải pháp khắc laser chuyên sâu cho ngành sản xuất
Địa chỉ: 25/31 Sơn Kỳ, P.Tân Sơn Nhì, TP.HCM
Điện thoại: 0838.811.311 – 0838.811.911
Website: www.laserman.vn
TikTok: https://www.tiktok.com/@laserman.vn









 Chủ Đề Bài Viết
Chủ Đề Bài Viết